Efecto de la concentración y temperatura en la disolución de poliestireno expandido usando solventes naturales
Effect of concentration and temperature in the solution of expanded polystyrene using natural solvents
Artículos
Recibido: 05/07/2021
Aprobado: 06/10/2021
Autores
Ingrit Daniela Pardo Mendoza
Jeffrey León-Pulido
Resumen
El poliestireno expandido (EPS) es un plástico de un solo uso, poco reciclable, que termina acumulándose en vertederos o espacios públicos, con los consecuentes problemas ambientales para las comunidades. Una alternativa para tratarlo son los solventes; sin embargo, este método se ha estudiado poco y los solventes más usados son nocivos para la salud o el medio ambiente. En este proyecto se estudió cómo la temperatura y la concentración influyen en la disolución de EPS con dos compuestos naturales: limoneno y aceite de eucalipto. Se compararon parámetros de solubilidad y se hicieron ensayos de laboratorio con residuos de EPS a los que se les aplicaron procesos de limpieza, molienda, disolución a distintas temperaturas (entre 21 y 50 °C) y concentraciones (1:10, 3:10, 1:2, 3:4, 1:1, 1.25:1 y 1.5:1) y recuperación de solventes. Se determinó que la viscosidad presenta un comportamiento exponencial a partir del 42 % de concentración, y a mayor temperatura, menor viscosidad y tiempo de disolución. Con ello, en promedio, se puede reducir el volumen original del EPS en un 96 %. Aun cuando ambos solventes son favorables para la disolución del EPS, y se ven favorecidos con el aumento de la temperatura, la disolución en limoneno tiene una mejor miscibilidad y requiere menor tiempo y energía de activación.
Abstract
Expanded polystyrene (EPS) is a single-use plastic, with a low level of recycling due to the large volume occupied by its waste, this has generated that a large part of it ends up accumulating in landfills or public spaces, generating environmental problems for communities surrounding. An alternative for its treatment is the use of solvents, however this method has been little studied and the most commonly used solvents are harmful to health and / or the environment. In this project, it was studied how temperature and concentration influence the dissolution of EPS in two natural compounds: limonene and eucalyptus oil, in order to determine the viability of the use of these solvents, for which solubility parameters were compared and tests were carried out. laboratory with EPS residues to which cleaning, grinding, dissolution processes were applied at different temperatures (between 21 ° C and 50 ° C) and concentrations (1:10, 3:10, 1: 2, 3: 4, 1: 1, 1.25: 1 and 1.5: 1) and solvent recovery. It was determined that the viscosity presents an exponential behavior from 42 % concentration and at higher temperature, lower viscosity (µ) and dissolution time; on average the original volume of the EPS can be reduced by 96 %. We can conclude that the solubility parameters () and polymer-solvent interaction () for both solvents are favorable for the dissolution of EPS, and are favored with increasing temperature, however the solution in limonene has better miscibility and requires less activation time and energy (Ea).
Introduction
El poliestireno expandido (EPS, por sus siglas en inglés) es una espuma termoplástica rígida de celda cerrada que se produce a partir de la expansión de perlas sólidas de poliestireno (PS). La expansión se logra calentando con vapor pequeñas cantidades de gas contenidas dentro de la perla de poliestireno, que forman celdas cerradas que ocupan aproximadamente 40 veces el volumen de la perla de poliestireno original. El EPS está compuesto en un 98 % de aire, es un material ligero, resistente, versátil, químicamente inerte, no higroscópico, que funciona como aislante térmico y acústico. Además, su fabricación es muy eficiente [1].
El mercado global actual de EPS se estimó en 8 millones de toneladas métricas y se valora en 9700 millones de dólares. Se espera una tasa de crecimiento anual compuesta del 5 % entre 2021 y 2026 [2].
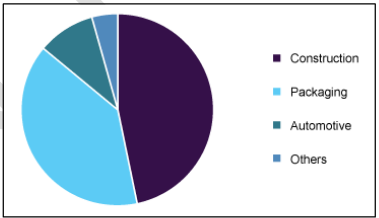
El crecimiento de este mercado se atribuye al aumento en la demanda de envases de productos sanitarios y alimentos, debido a la pandemia de covid-19 y a la creciente demanda de aislamiento acústico y térmico en la industria de la edificación y la construcción. Este sector es el mayor consumidor de EPS, pues representa más del 46 % de su consumo para el 2020, como lo muestra la figura 1. Se espera que nuevas inversiones significativas en vivienda y obras públicas por parte del Gobierno impulsen el crecimiento de la infraestructura en Colombia y la demanda de EPS [3].
Aplicaciones del poliestireno expandido en 2020
El EPS es uno de los plásticos más usados tanto en la industria como en la vida cotidiana; pero su excesivo consumo y disposición final generan importantes daños al medio ambiente, porque dada su lenta tasa de degradación, termina acumulándose en vertederos o espacios públicos; además, sus residuos son los responsables de una importante problemática social, debido a que la contaminación y deslizamientos de basureros afectan a las comunidades aledañas. Esta gestión inadecuada de los desechos contamina los océanos, daña a los animales que los consumen, genera afecciones respiratorias por causa de la quema y afecta el desarrollo económico, por ejemplo, al “perjudicar el turismo”, afirmó Sameh Wahba, director de Desarrollo Urbano y Territorial, Gestión de Riesgos de Desastres, y Resiliencia del Banco Mundial [4].
El EPS es uno de los plásticos con menos estudios para su recuperación. Entre las alternativas más comunes tenemos el reciclaje mecánico, el cual consiste en reintegrar a procesos de producción los residuos de EPS tratados mediante procesos físicos como compactación o molienda. Otro método es la incineración; pero genera emisiones toxicas que para ser controladas requieren un alto costo de inversión. De ahí que la alternativa más reciente sea el reciclaje químico, que se basa en el uso de solventes; sin embargo, los solventes más usados son nocivos para el hombre o el medio ambiente.
Como alternativa de reciclaje químico se pueden usar solventes naturales con propiedades biodegradables que no representen amenazas para los ecosistemas; no obstante, es necesario ampliar investigaciones en esta área.
Este proyecto tuvo por objetivo analizar y comparar la viabilidad y condiciones óptimas de concentración y temperatura en la disolución de EPS en dos solventes orgánicos: el d-limoneno y el aceite de eucalipto.
Existen estudios similares, en los cuales se utilizaron proporciones inferiores a 1:2 poliestireno-solvente, respectivamente, con el fin de obtener anticorrosivos [5] y recubrimientos [6], con las que se pudo establecer que tienen un adecuado comportamiento y cumplen su objetivo. Investigaciones relacionadas con el buen desempeño de ambos solventes para la recuperación del poliestireno han sido desarrollados en la Universidad EAN [7].
En otros estudios se ha reportado la disolución completa del poliestireno con una proporción máxima de 1:1 % en peso en aceites esenciales [8].
1. Solventes de EPS
Para que un solvente funcione necesita tener una estructura química similar a la del soluto, y los compuestos apolares como el EPS se disuelven en disolventes apolares. Cuando el solvente entra en contacto con el polímero, debe romper las interacciones poliméricas y crear interacciones favorables con el polímero. Según la teoría de Hildebrand, los polímeros son solubles en solventes con parámetros de solubilidad parecidos a los del polímero, y este parámetro representa el grado de interacción entre materiales mediante las energías cohesivas [8].
Seleccionamos dos solventes biodegradables con parámetros de solubilidad similares a los del EPS, el d-limoneno y el aceite de eucalipto. La tabla 1 muestra los parámetros de solubilidad del EPS y los solventes propuestos a 25°C.
Parámetros solubilidad Hildebrand

Donde:
δd: parámetro de interacciones no polares o de dispersión.
δp: parámetro de interacción dipolar.
δh: parámetro de interacción de enlaces de hidrógeno.
δT: parámetro de solubilidad total.
El parámetro de solubilidad total se obtiene mediante la adición de los tres tipos de interacciones polares.
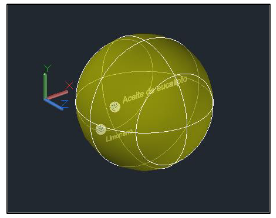
La teoría de Hansen establece que un polímero es probablemente soluble en un solvente si los parámetros de solubilidad para el solvente están dentro de la esfera de solubilidad del polímero (figura 2). Para comprobar esta hipótesis es necesario calcular si la distancia del disolvente al centro de la esfera de solubilidad del polímero (Ra) es menor que el radio de interacción del polímero (Ro). Para el poliestireno es Ro = 12,7 MPa1/2 [9].
Ra se calcula mediante la siguiente ecuación:
Ecuación 1

Donde:
Ra: distancia entre el punto del disolvente y el centro de la esfera solubilidad.
xs: parámetro para el solvente.
xp: parámetro para el polímero.
Con Ra y Ro se puede calcular el número de afinidad de RED (Ra/Ro), un parámetro de correlación de solubilidad. Si el número RED es menor que 1, indica una alta probabilidad de que el solvente disuelva el polímero; mientras que a medida que el número ROJO aumenta por encima de 1, la capacidad del solvente disminuye [9]. En la tabla 2 se presentan los valores de Ra y RED.
Valores de para Ra y el número RED

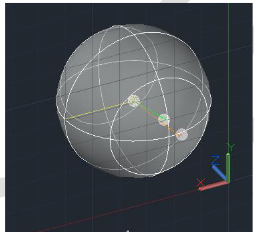
En las figuras 2 y 3 se presentan las distancias del punto de ubicación del disolvente al centro de solubilidad del poliestireno. El eje Y representa el parámetro δp, el eje X representa δh y el eje Z representa δd.
Esfera de solubilidad EPS
En la figura 3, el vector amarillo representa el radio de la esfera (Ro), el vector verde es la distancia Ra para el aceite de eucalipto y el vector naranja la distancia Ra para el limoneno.
Distancia Ra en la esfera de solubilidad del EPS
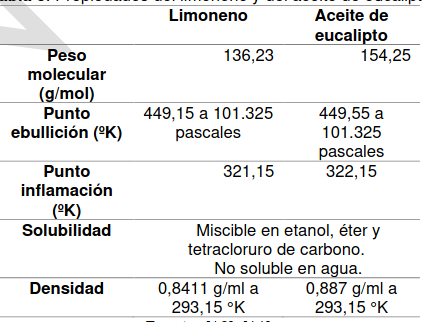
Teniendo en cuenta que los números Ra para el limoneno y el aceite de eucalipto son inferiores al Ro del poliestireno, se infiere un buen potencial de disolución. Algunas de las propiedades del limoneno y del aceite de eucalipto se presentan en la tabla 3.
Propiedades del limoneno y del aceite de eucalipto
2. Metodología
Antes de tratar los residuos químicamente, estos pasaron por los procesos físicos de pretratamiento, que se describen a continuación.
Lavado. En el lavado se realizó una limpieza superficial con agua y jabón, para retirar los contaminantes provenientes de las distintas industrias. Por ejemplo, restos de alimentos. Este proceso no deteriora el EPS, ya que es un material hidrofóbico.
Molienda. Con esta operación se buscaba aumentar el área de contacto con el solvente y favorecer la velocidad de disolución. Para ello se usó un molino eléctrico que dispone de fuerzas de corte para reducir el tamaño.
Tamizado. Se usó para distribuir y seleccionar un tamaño uniforme de las muestras que se iban a utilizar en la disolución. Se buscaba verificar que las muestras tuvieran un volumen inferior a 1 cm³.
Después de tener las muestras limpias y con el tamaño adecuado, se hicieron las disoluciones, con agitación y presión constante (1 atm).
Disolución a diferentes concentraciones. Se alistó 1 g del solvente que se iba a evaluar. Se le agregaron 0,1 g de EPS en el primer ensayo, y para los siguientes ensayos la cantidad de EPS aumentó gradualmente; mientras la cantidad de solvente permaneció constante, hasta alcanzar el punto de saturación (figura 4).
Disolución a diferentes concentraciones
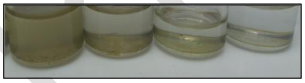
Disoluciones a diferentes temperaturas. Se tomaron muestras molidas de aproximadamente 3 mm de diámetro, a las cuales se les añadieron 0,05 ml del solvente a diferentes temperaturas (294 °K, 303 °K, 273 °K y 323 °K). Con cada temperatura se hicieron 10 ensayos y se contabilizó el tiempo promedio de disolución (figura 5).
Disolución a diferentes temperaturas
Las temperaturas superiores a 50 °C no se evaluaron, porque, aunque la solubilidad es mayor, se produce una degradación de las cadenas poliméricas que afecta la calidad del producto final [12].
Recuperación solvente. Se hacen disoluciones a mayor escala, en proporción 1:1. El resultado es una mezcla homogénea a la cual se le añade etanol en la misma cantidad del solvente, ya que ambos solventes son solubles en este alcohol. Esta mezcla se agita hasta que el poliestireno se precipite al fondo (aproximadamente 5 min). Una vez el poliestireno se ha separado, se lleva a secado y el líquido filtrado (mezcla etanol-solvente) se destila en un rota evaporador, para poder reincorporar tanto el solvente como el etanol.
Para recuperar el disolvente, la presión de la solución que se iba a destilar se redujo. Con ello se provocó la evaporación del compuesto más volátil (etanol). Se usó destilación al vacío con calentamiento (333 °K).
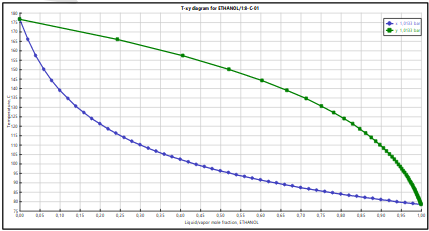
En las figuras 6 y 7 se presentan los diagramas de la temperatura en comparación con la fracción molar de líquido y de vapor del etanol con el limoneno y el aceite de eucalipto, respectivamente. Desde el punto de ebullición del etanol (351°K), hasta el punto de ebullición de los solventes (449 °K).
Diagrama T-xy etanol-limoneno
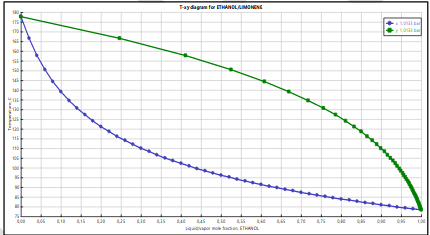
Diagrama T-xy etanol-aceite de eucalipto
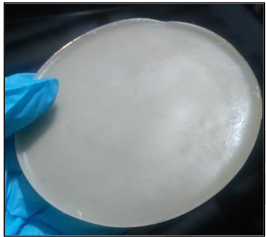
Secado. El poliestireno se llevó a moldes en un horno a 323 °C para solidificar. Se obtuvo el polímero termoplástico de alta dureza (figura 8), y el poliestireno obtenido conserva sus propiedades mecánicas originales, porque no hay degradación de la cadena polimérica.
Placa obtenida a partir del poliestireno recuperado
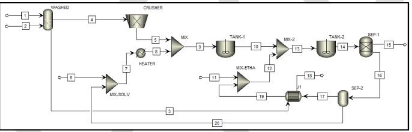
En la figura 9 se presenta el diagrama del proceso.
Proceso de tratamiento del EPS
3. Resultados y análisis
3.1. Dependencia de la concentración en el tiempo de disolución
En la tabla 4 se presentan los resultados del tiempo de disolución de cada solvente con respecto a la proporción usada a 294 °K.
Proporción EPS-d-limoneno/aceite de eucalipto
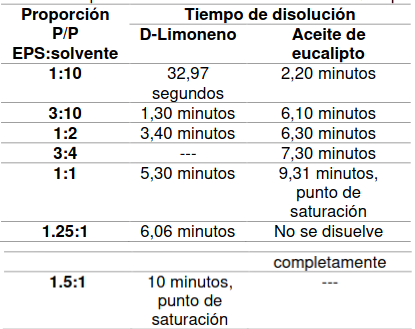
Con base en la mayor proporción obtenida, se determinó la solubilidad a 294 °K, que está dada por la mayor cantidad de EPS en gramos, que puede disolver 100 g de solvente:
• 93 g. EPS/100 g A. Eucalipto
• 150 g. EPS/ 100 g. Limoneno
Esto puede deberse a que el limoneno tiene una mayor similitud con la estructura química del EPS, y las distintas contribuciones de las energías cohesivas. Pero también se debe a las concentraciones de los solventes: mientras el limoneno usado tenía una concentración del 93 %, el aceite de eucalipto estaba al 62 % de concentración.
3.2. Dependencia de la temperatura en el tiempo de dilución
En la figura 10 se representa el comportamiento del tiempo de disolución con respecto a la temperatura.
Temperatura vs. tiempo de disolución
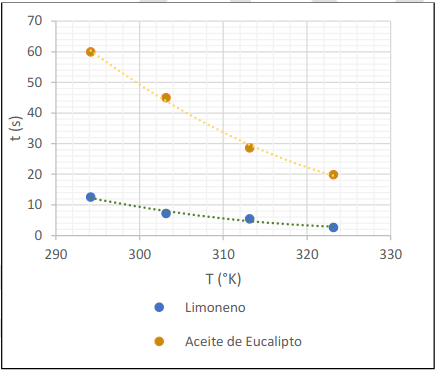
La temperatura es una de las variables más importantes si se quiere reducir el tiempo de disolución, ya que a mayor energía entre al sistema, mayor será la velocidad de disolución. Hubo una significativa reducción en el tiempo que tardó en disolverse el EPS cuando aumentamos en 40 °C la temperatura del aceite de eucalipto; mientras en la disolución con limoneno la reducción en el tiempo de disolución no fue tan significativa. Esto puede deberse a la energía de activación (Ea).
3.3. Energía de activación en función de la temperatura
La energía de activación se calculó utilizando ecuación de Arrhenius:
Ecuación 2
La ecuacion de Arrhenius se rescribe como modelo de regresión lineal:
Ecuación 3
La Ea se obtuvo de la pendiente de la gráfica de Arrhenius de ln(t) frente a la inversa de la temperatura termodinámica (T−1), figura 11.
Modelo de regresión lineal Arrhenius
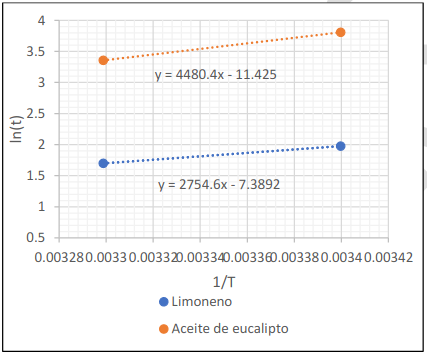
La energía de activación para la disolución en limoneno es de 22,90 kJ/mol; mientras para la disolución con aceite de eucalipto es de 37,25 kJ/mol. Ello sugiere que el aceite de eucalipto tiene una mayor dependencia de la temperatura para iniciar la disolución, en comparación con el limoneno.
3.4. Viscosidad con respecto a la concentración y temperatura
Grishchuk y Estrin desarrollaron la siguiente ecuación empírica para calcular la viscosidad de las soluciones de poliestireno [13]:
Ecuación 4

Donde:
µ: viscosidad en Poises a velocidad de cizallamiento cero.
M: peso molecular medio de poliestireno (400.000 g/mol)
c: concentración (porcentaje en peso).
T: temperatura (K).
Usando la ecuación (4) se calculó la viscosidad de la mezcla. En la figura 12 se representa la viscosidad en función de las concentraciones usadas en porcentaje peso/peso de EPS (23,08 %, 33,33 %, 42,86 %, 50 %, 55,56 % y 60 %) con respecto a las temperaturas de trabajo.
Dependencia de la concentración y temperatura en la viscosidad de la disolución
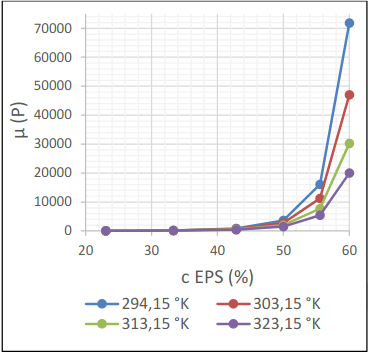
A temperaturas más altas se reduce la viscosidad, debido a la disminución de los enlaces entre cadenas y al aumento de la solubilidad. Ello facilita el movimiento molecular del polímero. La relación inversa de la viscosidad con la temperatura fue más pronunciada a altas concentraciones de polímero.
A medida que aumenta la concentración de polímero, también aumenta la viscosidad de la solución. En los ensayos experimentales a concentraciones de polímero superiores a, 42 %, el flujo de polímero a temperatura ambiente se dificulta. Esto coincide con el comportamiento descrito en la figura 12: a partir de esta concentración, la viscosidad tiene un comportamiento exponencial.
3.5. Dependencia del parámetro de interacción polímero-disolvente con respecto a la temperatura
El parámetro de interacción polímero-disolvente () se considera la suma de dos componentes:
Ecuación 5
Donde H es el componente entálpico de las interacciones polímero-solvente y S es el componente entrópico.
Ecuación 6
Generalmente, la contribución entrópica, S, se toma como una constante del orden de 0,35 0,1 y para sistemas no polares generalmente se usa S = 0,34 [14].
Ecuación 7

Donde:
Vs: volumen molar del disolvente.
R: constante universal de los gases.
T: temperatura absoluta.
δp: parámetro de solubilidad total de Hildebrand para el solvente.
δs: parámetro de solubilidad total de Hildebrand para el polímero.
La solubilidad se presenta si H ≤ 0,5 [15].
Valores del parámetro de interacción en función de la temperatura
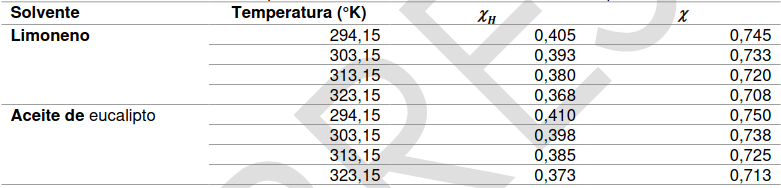
Todos los valores del parámetro de interacción χ para los sistemas EPS-limoneno y EPS-aceite de eucalipto dentro del rango de temperatura calculado son inferiores al valor crítico de 0,5. Según esto, los solventes tendrán un comportamiento termodinámico propicio en todo el rango de temperatura de 294,15 °K a 323,15 °K. Sin embargo, habrá una mayor miscibilidad en el sistema limoneno-poliestireno. debido a que los valores χ son menores.
χ disminuye al aumentar la temperatura. Entonces, a temperaturas más altas, el parámetro de interacción disminuye y favorece las condiciones de disolución. A temperatura ambiente, el valor máximo de 2 es de 7,5500 MPa para la dilución en limoneno; mientras para la dilución en aceite de eucalipto es 7,0318 MPa. Esto se debe a la diferencia del volumen molar entre los solventes, y la del limoneno es inferior.
Conclusiones
En Colombia faltan más iniciativas que contribuyan a mitigar los impactos de la actividad humana frente al medio ambiente.
El reciclaje de residuos plásticos es necesario para moderar los efectos negativos de los residuos sólidos en los ecosistemas. Este proyecto estudió la solubilidad del EPS en limoneno y aceite de eucalipto, como alternativa sostenible que permite recuperar los desechos de EPS con ventajas, como baja temperatura de disolución, alta solubilidad y corto tiempo de disolución.
Para que una sustancia funcione como solvente de EPS necesita tener una estructura química similar. Una medida para determinarla es la semejanza entre los parámetros de solubilidad del polímero y del solvente. Los parámetros de solubilidad del limoneno y el aceite de eucalipto están dentro de la esfera de solubilidad del EPS y hacen que el número RED sea menor a 1 y, por ende, ambos compuestos funcionen en la disolución de EPS.
El parámetro de interacción polímero-disolvente indica un adecuado comportamiento del limoneno y el aceite de eucalipto en la disolución del EPS, que mejora con el aumento de la temperatura. Este parámetro es inferior en el sistema EPS-limoneno, lo que indica una mayor mejor miscibilidad, en comparación con la mezcla con aceite de eucalipto. Esto se confirma con la solubilidad, que a 21 °C es de 93 g de EPS por cada 100 g de aceite de eucalipto y 150 g EPS por cada 100 g de limoneno.
Las disoluciones se pueden llevar a cabo a temperatura ambiente (294 °K); sin embargo, a medida que aumenta la temperatura, aumenta la solubilidad y disminuye el tiempo de dilución. Al analizar la energía de activación, la mezcla con limoneno presenta un menor valor (22,9 kJ/mol), en comparación con la disolución en aceite de eucalipto (37,25 kJ/mol). Esto indica una menor dependencia de energía del limoneno para llevar a cabo la disolución.
La viscosidad tiene un comportamiento exponencial con respecto a la concentración, ya que al aumentar la temperatura y reducir la concentración, esta disminuye, pues decrecen los enlaces en la solución y se incrementa la solubilidad. Ello favorece el movimiento molecular.
En comparación con la literatura consultada, el aceite de eucalipto presenta la misma capacidad de disolución 1:1 en porcentaje peso-peso, a diferencia del limoneno, que tuvo una capacidad 50 % mayor a las reportadas anteriormente.
Referencias
- British Plastics Federation, “Expanded Polystyrene (EPS)”. https://www.bpf.co.uk/plastipedia/polymers/expanded-and-extruded-polystyrene-eps-xps.aspx (consultado en marzo de 2021).
- Mordor Intelligence. “Expanded polystyrene (EPS) market - growth, trends, covid-19 impact, and forecasts (2021-2026)”. https://www.mordorintelligence.com/industry-reports/global-expanded-polystyrene-eps-market-industry (consultado en septiembre de 2021).
- Grand View Research. “Expanded Polystyrene Market Size, Share & Trends Analysis Report by Product (White, Grey), By Application (Construction, Automotive, Packaging), By Region (APAC, Europe), And Segment Forecasts, 2021-2028”. https://www.grandviewresearch.com/industry-analysis/expanded-polystyrene-eps-market (consultado septiembre de 2021).
- Banco Mundial. “Los desechos: un análisis actualizado del futuro de la gestión de los desechos sólidos”. Washington D. C., septiembre 2018.
- P. Meza, C. Tejada, I. Benítez, J. Vélez y A. Villabona, “Uso de poliestireno expandido reciclado para la obtención de un recubrimiento anticorrosivo”. Producción + Limpia, vol. 11, n.º 1, pp. 13-21, 2016 [en línea]. Disponible: http://www.scielo.org.co/scielo.php?script=sci_arttext&pid=S190904552016000100002&lng=en&tlng=es
- D. Avellaneda, “Evaluación para la obtención de un recubrimiento con resina a base de poliestireno expandido reciclado a nivel laboratorio”, Fundación Universidad de América 2017 [en línea]. Disponible: https://repository.uamerica.edu.co/bitstream/20.500.11839/6568/1/6092250-2017-2-IQ.pdf
- I. Pardo, J. León y E. Serna, “Diseño de una alternativa verde para el aprovechamiento de residuos de poliestireno expandido”, en Investigación formativa en ingeniería. 4.ª ed. Medellín: Editorial Instituto Antioqueño de Investigación 2020, pp. 44-52.
- N. Gil, M. Segura, G. Soriano, J. Neri, N. López, E. Mas, C. Barrera, V. Varela y M. Ballesteros, “Dissolution and recovery of waste expanded polystyrene using alternative essential oils”, Fuel, vol. 239, pp. 611-616, 2019. https://doi.org/10.1016/j.fuel.2018.11.055
- I. Sen, “Degradation mechanism of expanded polystyrene (EPS) foam in lost foam casting, PIPS approach for synthesis and novel expansion techniques for cellular foam”, tesis de Ph. D., University of Tennessee, Tennessee, Estados Unidos.
- National Library of Medicine. “D-Limonene”, 2021. https://pubchem.ncbi.nlm.nih.gov/compound/D-Limonene
- National Library of Medicine. “Eucalyptol”. https://pubchem.ncbi.nlm.nih.gov/compound/Eucalyptol
- S. Seleem, M. Hopkins, J. Olivio y D. Schiraldi, “Comparison of thermal decomposition of polystyrene products vs. bio-based polymer aerogels”, Ohio J. Sci., vol. 117, n.º 2, 2017. http://dx.doi.org/10.18061/ojs.v117i2.5828
- A. Grishchuk y I. Estrin, “Viscosity of concentrated solutions of polystyrene and poly(vinyl acetate) (empirical equations)”, Russ. J. Appl. Chem., vol. 80, n.º 11, pp. 1940-1944. https://doi.org/10.1134/S107042720711033X
- E. Moctezuma, “La teoría de Flory–Huggins en la ingeniería de soluciones y mezclas de polímeros”, ContactoS, n.º 68, pp. 54–62, 2008 [en línea]. Disponible: http://www2.izt.uam.mx/newpage/contactos/anterior/n68ne/polimeros-v4a.pdf (consultado septiembre 2021).
- D. Van, K. Nijenhuis, “Cohesive properties and solubility”, en Properties of polymers: Their Correlation with Chemical Structure; their Numerical Estimation and Prediction from Additive Group Contributions, 4.ª ed. Ámsterdam: Elsevier, 1990, pp. 189-225.